
Die casting machine high productivity, to a certain extent can be a multi - hole mold;Die casting mold life long, a pair of die casting mold, die casting alloy, life up to hundreds of thousands of times, even millions of times;Easy to achieve mechanization and automation.
Product Item:
Large scale cold chamber die casting machines(LH-1600T )
The function of die casting machine is quite complete, it can not only carry out common die casting, but also squeeze die casting, squeeze die casting with mold core;Not only can carry on each kind of low pressure casting, the difference pressure casting, the gravity casting, after adding the vacuum pumping device, also can carry on the vacuum suction casting, the vacuum die-casting, the vacuum extrusion die-casting.If we open our minds a little more, we can combine semi-solid processing and die forging to form continuous casting and forging technology.


LH SERIES OF STANDARD PARAMETER TABLE(LH-1600 T)
|
ITEMS |
UNIT |
SPECIFICATION |
|
HYDRAULIC WORKING PRESSURE |
MPA |
16 |
|
CLAMPING FORCE |
KN |
16000 |
|
SPACE BETWEEN TIE BARS |
MM |
1250*1250 |
|
TIE BAR DIAMETER |
MM |
¢260 |
|
DIE OPENING STROKE |
MM |
1200 |
|
INJECTION FORCE(INTENSIFY) |
KN |
1285 |
|
PLUNGER LAUNCH DISTANCE |
MM |
360 |
|
INJECTION POSITION |
MM |
--175 --350 |
|
PLUNGER DIAMETER |
MM |
¢110----¢150 |
|
INJECTION STROKE |
MM |
930 |
|
CASTING PRESSURE (INTENSIFY) |
MPA |
137---73 |
|
CASTING FIANGE PROTRUSION |
MM |
25 |
|
CASTING FIANGE DIAMETER |
MM |
260 |
|
MAX CASTING AREA UNDER 40MPA |
CM2 |
4000 |
|
INJECTION WEIGHT(AL) |
KG |
30.8 |
|
DIE HEIGHT(MIN--MAX) |
MM |
500~1400 |
|
EJECTOR FORCE |
KN |
570 |
|
EJECTOR STROKE |
MM |
250 |
|
MOTOR CAPACITY |
KW |
37*2 |
|
MACHINE DIMENSIONS (L*W*H) |
M |
11.8*4.6*4.7 |
|
REFERENTIAL MACHINE WEIGHT FOR UPLIFTING |
T |
90 |
|
OIL TANK CAPACITY |
L |
3000 |
PS:WE RESERVE THE RIGHT TO MAKE ANY TECHNICAL IMPROVEMENT WITHOUT FURTHER NOTICE
The Working Procedure of Cold Chamber Die Casting Machine
1. Close the mold.
2. Pour the metal liquid into the pressure chamber manually or otherwise.
3. The upper punch moves down at a lower shooting speed, enters the press chamber and reaches the metal liquid level just in contact with it.
4. The upper punch changes to a higher injection speed to press down, while the lower punch moves down synchronously with the upper punch at a relative distance with liquid metal in the middle section.
5. When the current punch moves down to the exit nozzle orifice during operation, the bottom of the downpass will be supported, so that the upper and lower punch press the metal liquid together and spray it to the nozzle orifice (part of the direct runner) at a high speed.
6. The metal liquid enters the mold cavity from the inner gate through the straight runner composed of nozzle, gate cover, fixed mold cone hole and diverter.
7. After filling, the upper punch still maintains a certain pressure until the metal liquid in the mold cavity completely solidifies into die casting ;The sprue and the metal liquid in the press chamber are solidified into straight sprue and residual cake respectively.
8. Upper punch lifting and reset;At the same time, the lower punch moves upward to cut off the residual cake which is still connected with the straight gate.
9. Continue to raise the lower punch, lift the residual cake to the top of the pressure chamber, and remove it manually or by other means;
10. Lower punch is reset down to plug nozzle orifice.
Packaging & Shipping

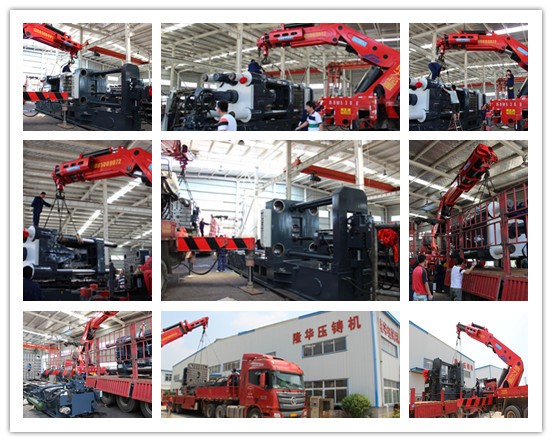
We have been producing die casting machines for 37 years, our products are all over the world, and we have rich export experience.
After-Sales Service
After the sale, when the die casting machine arrives at your port, you send invitations, and our engineers go to your country to install and debug machines. Training the operator until you learn so far.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X



















 Gold Supplier
Gold Supplier