Longhua die casting machines are certified by SGS.
Product Item
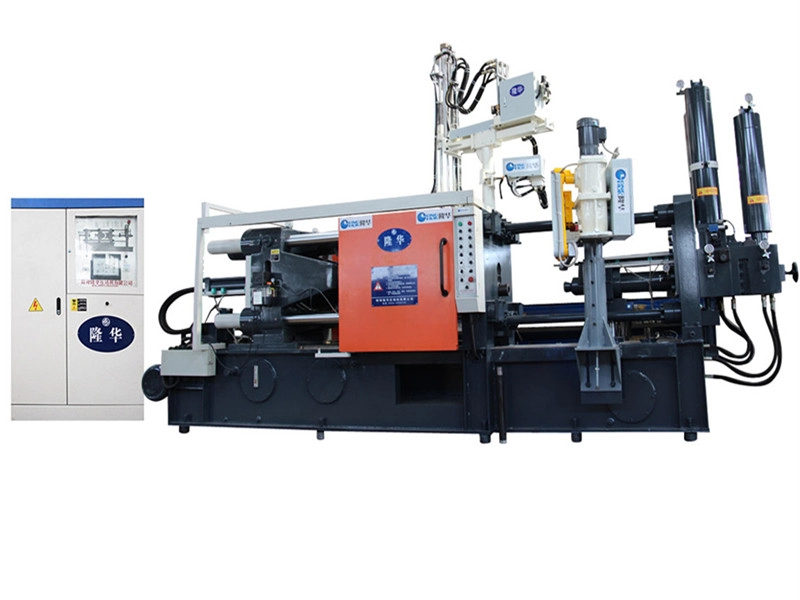
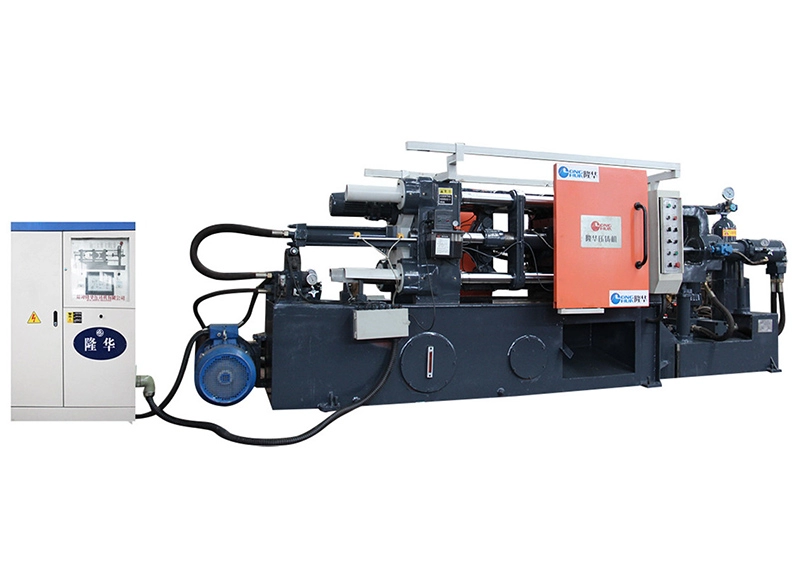
Die casting machines manufacturer
The die casting machine has a stable high performance injection system.
1.Die casting machine
3.The casting machine adopts a four-tie rod structure, which is more stable and reliable.
5.Low speed segment: it can be precisely controlled to avoid the problem of air entrapment.


LH SERIES OF STANDARD PARAMETER TABLE (LH-140T)





















 \
\
 Gold Supplier
Gold Supplier












{kind=link}
{kind=link}