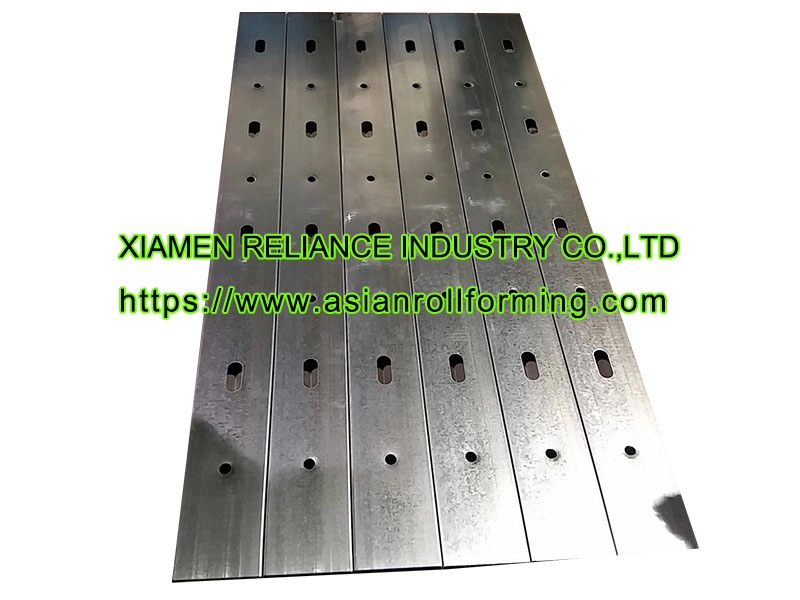
CU Purlin Forming Machine/Metal Stud Roll Forming Machine/U Channel Machine Profile drawing:


Workable material: 1.5~2.0mm;
Galvanized steel, Cold roll steel;
Yield strength: 350-550Mpa.
The production line system includes:
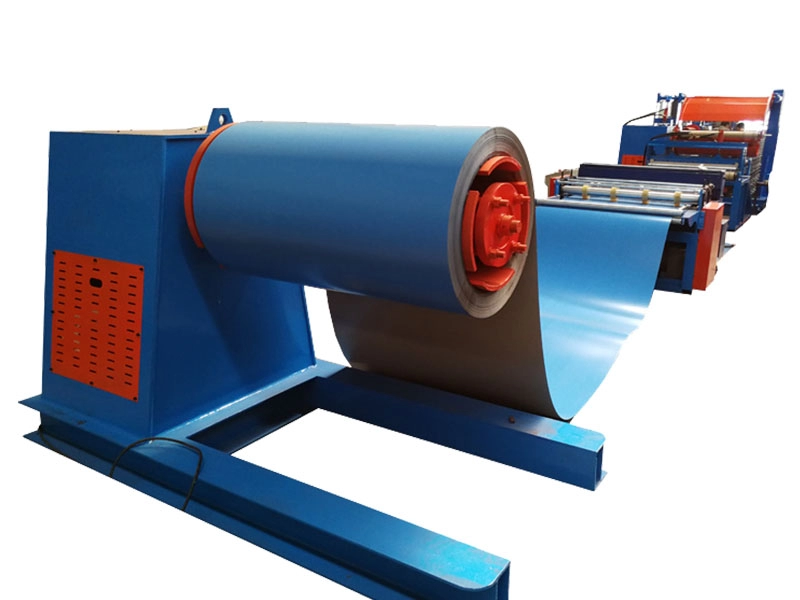
5Ton*600mm Hydraulic Decoiler/Uncoiler
Coil inner bore shrinkage and expand via hydraulic control system
Motor rotation power 3KW; Pump motor 3KW
Coil Inner-diameter= 451-530mm. Coil Outer-diameter Max. 1500mm;
Feeding guide&Pre-levelling Device
Adjustable of guiding position to suit for material feeding
Pre-Level Device with 4 over 3 shafts to remove the Coil-set
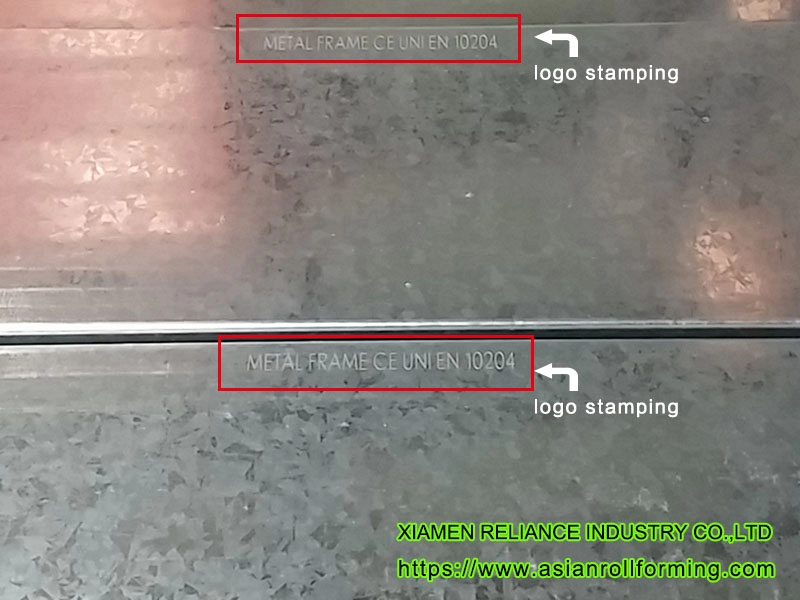
Hydraulic letter stamping device
Stop to stamping, Pre-stamping
One set of letter punching tool, adjustable horizontal direction
Stamping letters customized
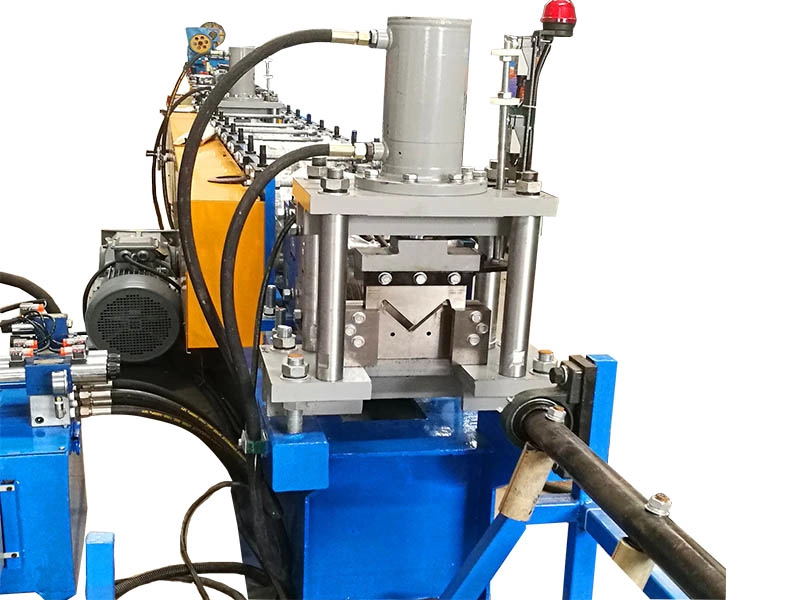
Main roll forming machine system
450H steel base frame; 18mm wall plate welding at side
Roller material GCr15 steel (HRC58-60), heat treatment, CNC lathe, hard chrome coated
Shaft Diameter=φ75mm, precision machined
The machine profile size changing via pre-machine spaces, spacers are disassemble
Gear/sprocket driving system, 14-steps to form
Main driven motor 15KW, frequency speed control
Line speed of rollformer 18m/min
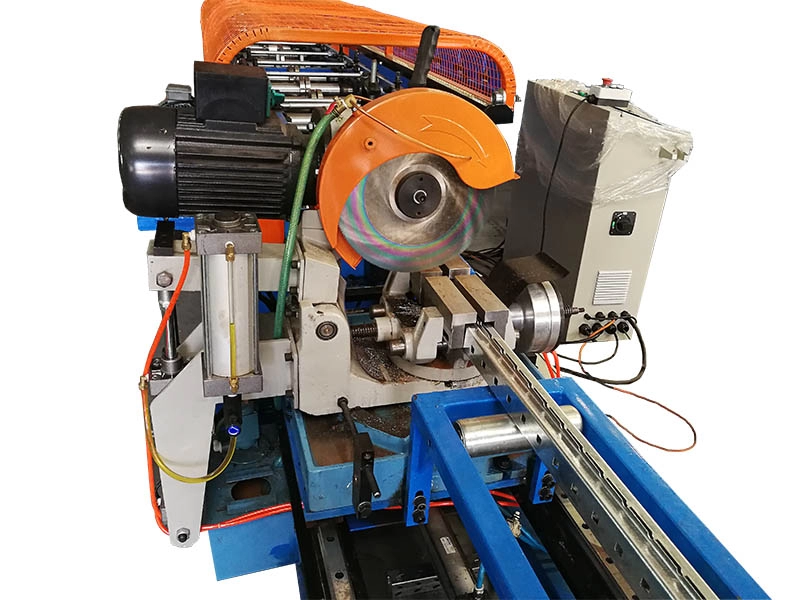
Hydraulic punching & Cutting device
Stop to punching, Stop to Cutting, Post punching, Post Cutting
No blanking cut
Three units of hydraulic cylinder, one for punching one slot 30*72 on the center of web; One for punching round hole Φ22mm;The other for cutting function
Six sets of cutting blades, one set of punching die; Pump motor: 11KW
Cutting tool material: Cr12 (D3), Heat treatment
PLC Control Cabinet
Control the stamping, punching length, quantity & cutting length automatically
Combined with: PLC (Siemens), Touch Screen (Siemens), Inverter (Schneider), Encoder (Omron), etc
Cut-to-length tolerance≤±1
Product Run out table
One unit, 6 meters long



Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier